The development of solutions engineered to ensure an efficient cooling in hydrogen fuel cell applications is emblematic of Tempco’s green commitment supporting renewables and aimed at accelerating the energy transition in industry. A commitment that therefore brings to an even more advanced level the study of solutions aimed at maximizing energy efficiency in thermal energy management and thermoregulation in the process industry, also embracing new applications for a more sustainable mobility.
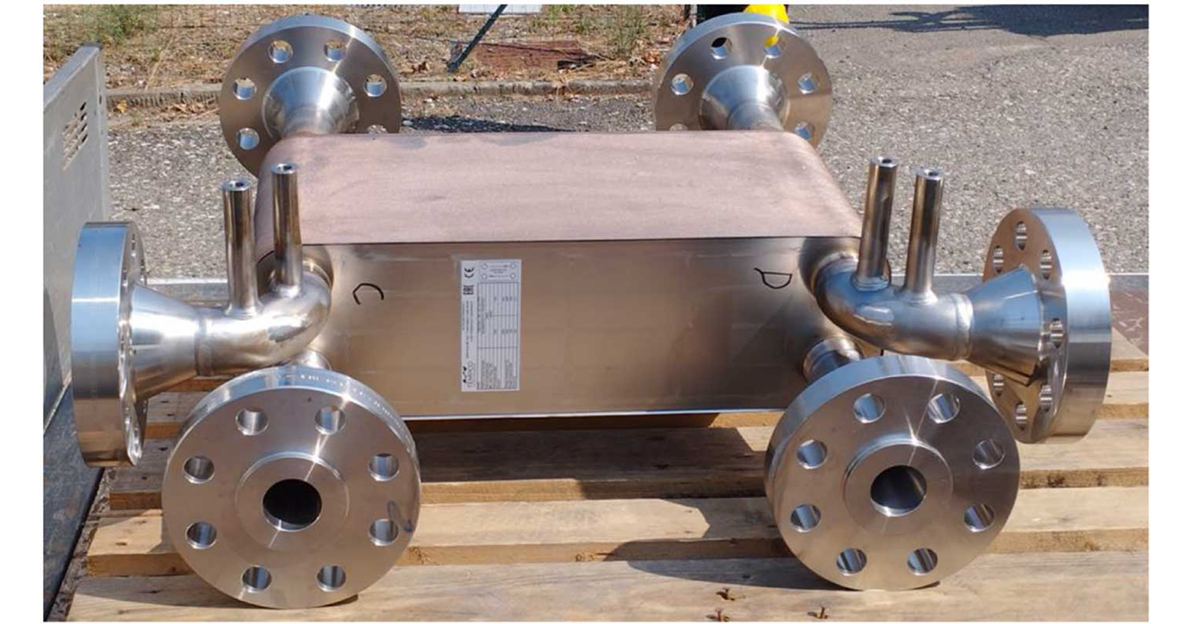
In this regard, the article dedicated to Tempco in last January’s issue of ICP magazine deals with PCHE (printed circuit heat exchangers). These special brazed plate heat exchangers are obtained thanks to an innovative solid-state diffusion welding process, called diffusion bonding, that makes it possible to obtain very compact heat exchangers, with very high efficiency and characterized by extreme robustness of the plate pack. PCHE exchangers are therefore able to meet the challenging application requirements of technologies that exploit hydrogen in fuel cells, being able to work at extreme pressure and temperature levels, in a range that goes from cryogenic temperatures at -250° C up to +400° C, or even higher using very particular alloys.
Regardless of the type of electrolysis technology employed, Tempco can therefore provide high-value thermal solutions for electrolysis equipment, electrolytes, working fluid cooling and heat recovery tasks. An interesting ongoing project involves the implementation of these exchangers for the cooling of power electronics in the zero-emission yacht Bzero built by Baglietto, which uses fuel cell technology with green hydrogen obtained from sea water.